
Johnny Xiong
快速模具与产品开发专家
目录
在塑料零件与原型制造领域,工艺选择直接关乎项目成本、产品质量与开发周期。注塑成型与真空复模作为两种广泛应用的技术,各有其独特的优势与适用场景。对于产品开发者和制造企业而言,深入理解两者在工艺原理、成本结构、材料选择、生产批量及设计灵活性等方面的核心差异,并根据项目所处的开发阶段、预期产量、性能指标以及时间节点做出合理选择,是确保项目成功、控制研发风险、实现产品高效落地的关键一步。
厚德快速模具(HordRT)深耕快速模具与小批量制造领域,拥有注塑成型、真空复模、数控加工、3D打印等多工艺综合服务能力。我们致力于从客户实际需求出发,提供最适配的工艺方案,助力产品高效落地。本文将系统解析注塑成型与真空复模的技术原理、优劣势及适用场景,为您的项目决策提供参考。

一、注塑成型:大批量生产的效率之选
工艺原理
注塑成型是一种将熔融状态的塑料材料在高压下注入精密模具型腔,经冷却固化后获得成型零件的制造工艺。整个过程包括合模、注射、保压、冷却、开模、顶出等环节,可实现高度自动化的连续生产。该工艺的核心在于模具设计与成型参数的精准匹配,通过控制温度、压力、速度等关键参数,确保每一模产品都能稳定达到设计要求。
核心优势
生产效率极高:成型周期短,通常仅需几十秒至数分钟,配合多腔模具可实现单次成型多个零件,适合大批量连续生产,日产能可达数千甚至数万件。
零件一致性好:同一模具生产的零件尺寸高度一致,公差可控制在±0.05mm以内,满足精密装配和互换性要求,有效降低后续组装环节的质量风险。
材料选择丰富:支持从通用塑料(PP、ABS、PE)到工程塑料(PC、PA、POM)、弹性体(TPE、TPU)、高温材料(PEEK、PEI)等数百种材料,满足不同行业对力学性能、耐热性、阻燃性、透明度等多元化需求。
复杂结构能力强:可实现薄壁结构(最小壁厚可达0.5mm)、复杂几何形状、精细特征、螺纹、卡扣、倒扣等结构,减少二次加工环节,实现零件功能集成化设计。
表面质量优异:高压成型可获得光滑、高光泽的表面效果,配合模具表面处理(如抛光、蚀纹、皮纹)可实现丰富的表面质感,满足消费电子、汽车内饰等高外观要求的应用场景。
自动化程度高:注塑成型可与自动化取件、检测、装配设备无缝衔接,实现从原料到成品的全自动化生产,大幅降低人工成本和质量波动。
局限性
前期投入较大:钢制模具成本较高,单套模具费用从数万到数十万不等,复杂模具或大型模具成本更高,对项目初期资金要求较高。
生产周期较长:模具设计、制造、试模通常需要4-8周,复杂模具可能需要更长时间,不适合对交付时间要求极为紧迫的项目。
设计变更成本高:模具一旦完成,修改设计需重新加工模具或进行模具修改,成本与时间消耗较大,因此要求产品设计在前端充分验证成熟。
经济性受数量影响:小批量生产时,模具成本分摊后单件价格较高,通常当产量达到1000件以上时,注塑成型的单件成本优势才开始显现。
模具维护成本:随着生产批次的增加,模具需要定期维护保养,包括清洁、抛光、更换易损件等,这部分成本需纳入长期生产规划。
适用场景
大批量生产(通常数千件以上),单批次或累计产量较高
产品设计已定型,预计长期稳定生产,设计变更频率低
对零件一致性、尺寸精度有严格要求,需要满足高标准的装配要求
需要特定工程材料满足力学强度、耐高低温、阻燃、耐化学腐蚀等性能要求
对表面质量和外观有较高要求,如高光面、皮纹、丝印等装饰效果
追求长期单件成本最优,愿意通过前期模具投入换取后期生产成本优势
二、真空复模:小批量与原型开发的灵活之选
工艺原理
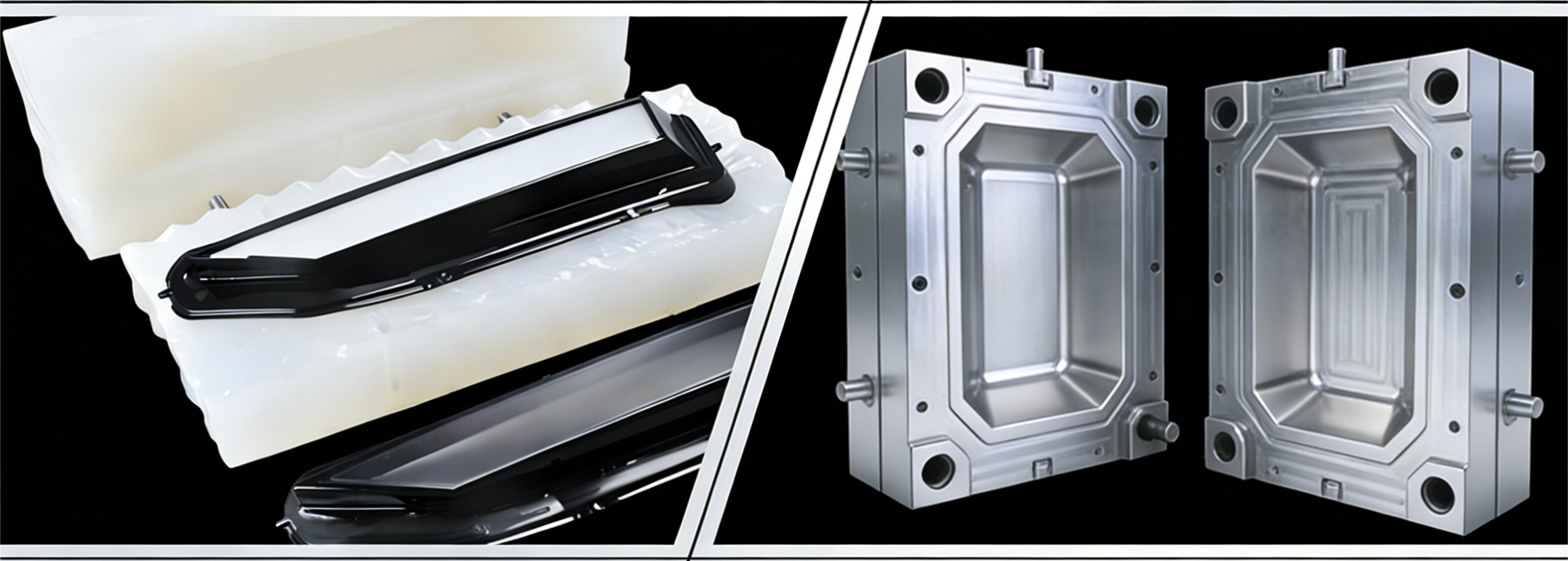
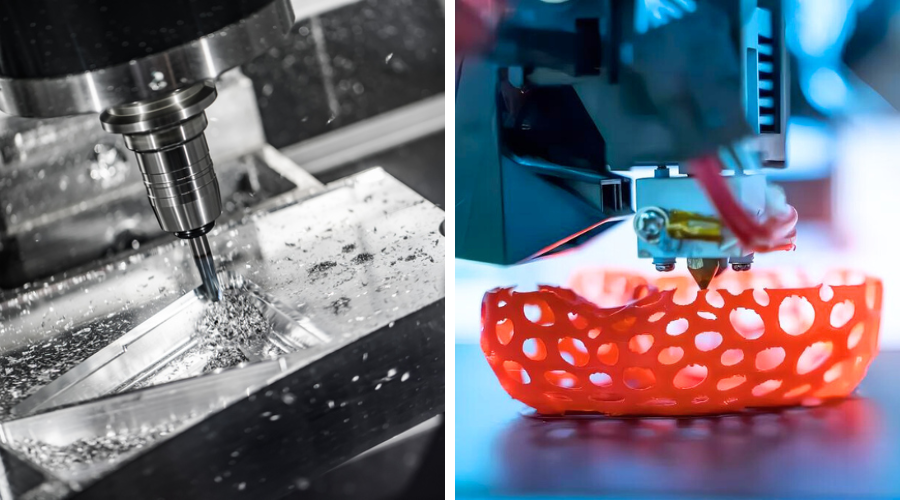
真空复模是一种以母模为基准制作硅胶模具,然后在真空环境下将液态树脂浇注入模具,经固化后获得复制零件的工艺。该工艺首先通过数控加工或3D打印制作高精度的母模,然后围绕母模浇注液态硅胶,待硅胶固化后切割开模,形成具有良好弹性和复制精度的硅胶模具。在真空条件下进行浇注,可有效排除气泡,确保树脂充分填充模具型腔,精确还原母模的细微特征和表面纹理。硅胶模具的弹性特性使其能够轻松脱模,尤其适合带有倒扣或复杂结构的零件复制。
核心优势
前期投入低:硅胶模具成本远低于钢制模具,单套模具费用通常为数千元,复杂模具也仅需万元左右,大幅降低了项目启动的资金门槛。
制作周期短:硅胶模具制作时间一般为1-3天,从母模制作到首批零件交付,整体周期可控制在5-10天内,显著缩短产品开发与验证周期。
设计变更灵活:当产品设计修改时,仅需更新母模并重新制作硅胶模具,变更成本低、响应速度快,非常适合设计尚未完全定型、需要快速迭代的开发阶段。
细节还原度高:硅胶模具具有优异的复制精度,可精确还原母模的表面纹理、细微特征、微小文字、皮革纹、火花纹等细节,满足高外观要求的原型验证需求。
材料选择多样:提供多种聚氨酯树脂材料,可模拟ABS、PC、PP、POM、橡胶、透明材料等不同性能,部分材料可实现软胶(邵氏硬度30A-90A)、透明、半透明、耐高温(可达120℃以上)、阻燃等特性,满足多样化的功能测试需求。
可生产小批量功能件:真空复模生产出的零件具有良好的力学性能,可进行装配测试、功能验证、耐候性测试等,为后续量产提供可靠的参考依据。
支持嵌件成型:可在浇注过程中嵌入金属螺母、螺纹嵌件、电路板等,实现复杂组件的整体成型,模拟最终产品的实际装配状态。
局限性
模具寿命有限:硅胶模具在连续使用后会出现变形、老化、精度下降等问题,通常可稳定生产20-30件,部分优化后可达到50-80件,不适合大批量生产需求。
材料选择相对有限:以聚氨酯树脂为主,虽然可通过配方调整模拟多种塑料性能,但材料性能在长期老化、耐化学性、耐疲劳性等方面与注塑级工程塑料仍存在一定差距。
生产效率较低:单次成型周期较长(通常数小时),且受硅胶模具寿命限制,不适合大规模生产。如需200件以上产量,通常需要制作多套硅胶模具并行生产。
尺寸精度略有差异:真空复模的尺寸精度通常为±0.1-0.2mm,相比注塑成型的±0.05mm精度略低,且不同批次间可能存在微小差异。
颜色稳定性:小批量生产中,不同批次之间可能存在轻微色差,对颜色一致性要求极高的应用需特别注意或通过后处理统一颜色。
对操作人员技能要求高:真空复模过程涉及母模处理、模具制作、材料配比、真空浇注、后固化等多个环节,操作人员的经验直接影响成品质量和良率。
适用场景
小批量生产(通常10-200件),模具成本和周期敏感性较高
产品开发阶段的功能验证与市场测试,需要快速获得实物样件
设计尚未完全定型,存在多次迭代可能,需要快速响应设计变更
需要快速交付(1-2周内),缩短产品上市周期
模拟注塑件的性能和外观,为后续量产模具设计提供验证依据
产品结构复杂,存在倒扣、薄壁、精细特征,传统加工方式难以实现
需要多种颜色或多种材料特性的小批量零件,适合通过真空复模灵活实现
医疗器械、消费电子、汽车零部件等领域的前期开发与市场验证

三、注塑成型与真空复模的关键差异对比
对比维度 | 注塑成型 | 真空复模 |
工艺原理 | 高压注射熔融塑料,钢模成型 | 真空浇注树脂,硅胶模具成型 |
模具成本 | 高(数万至数十万元) | 低(数千元左右) |
模具寿命 | 数十万至数百万次 | 约20-50次 |
单件成本 | 批量大时单件成本极低 | 小批量下经济高效,批量大时单件成本偏高 |
生产周期 | 模具制作周期长(数周至数月) | 模具制作周期短(1-3天) |
设计变更 | 变更成本高,周期长 | 变更成本低,周期短 |
材料选择 | 数百种,涵盖各类工程塑料 | 以聚氨酯树脂为主,可模拟多种材料性能 |
表面质量 | 优异,可达高光、纹理、皮纹等效果 | 良好,可复制母模表面细节 |
尺寸精度 | 高,公差可达±0.05mm | 较好,公差通常为±0.1-0.2mm |
适用批量 | 大批量(≥1000件) | 小批量(≤200件) |
典型应用 | 大规模量产、终端产品 | 原型验证、市场测试、小批量交付 |
四、如何为您的项目选择合适的工艺?
在实际项目中,注塑成型与真空复模并非简单的优劣之分,而是基于项目需求的选择。两者各有其价值定位,关键在于根据项目所处的开发阶段、资源条件和目标预期,做出最适配的工艺决策。以下几个维度可帮助您系统评估并做出明智选择:
1. 生产数量
生产数量是影响工艺选择最直接的因素,直接决定了单件成本结构和整体投入。
预计产量在500件以下:真空复模通常更具经济性。无需承担高昂的钢模费用,硅胶模具的低成本优势在小批量场景下尤为突出,且避免了模具摊销带来的单件成本压力。
预计产量在1000件以上:注塑成型的单件成本优势开始显现。虽然前期模具投入较高,但随着产量增加,模具成本被充分摊销,单件成本显著下降,整体经济效益优于真空复模。
产量介于500-1000件之间:需结合其他因素综合评估。这一区间属于两种工艺的重叠地带,决策时需综合考虑设计成熟度、材料要求、时间节点以及后续量产规划等因素。
2. 设计成熟度
设计所处的阶段决定了工艺变更的灵活性和风险承受能力。
设计尚未定型,存在迭代可能:真空复模的灵活性更具优势。硅胶模具制作成本低、周期短,即使多次设计变更也能快速响应、低成本修正,非常适合产品开发前期的快速迭代。
设计已完全确认,进入量产阶段:注塑成型是更稳妥的选择。钢制模具一旦完成即可长期稳定生产,设计变更需求极少,适合产品定型后的大规模制造。建议在进入注塑模具制作前,通过真空复模等方式对设计进行充分验证,以降低模具修改风险。
3. 材料要求
材料性能直接决定产品的功能表现和使用寿命,不同工艺的材料能力存在差异。
需使用特定工程塑料:当产品对材料性能有严格且不可妥协的要求时,如玻纤增强(提升刚性和耐热性)、高温材料(如PEEK、PEI,耐受200℃以上高温)、医疗级材料(通过生物相容性认证)、阻燃等级(UL94 V-0)等,注塑成型是唯一选择。这些材料在真空复模工艺中无法实现等效性能。
可接受聚氨酯树脂模拟的性能:对于大多数原型验证和小批量应用场景,真空复模提供的聚氨酯树脂材料可模拟ABS、PC、PP、POM、橡胶等多种材料的力学性能、硬度和外观效果,满足功能测试、装配验证和市场展示的需求。部分高端聚氨酯材料还可实现耐高温(120℃左右)、透明、软胶等特性。
4. 时间要求
项目的时间节点和交付周期直接影响工艺的可行性和优先级。
需要快速交付(1-2周内):真空复模是首选。从母模制作、硅胶模具成型到零件浇注,整体周期可控制在5-10天内,适合紧急项目、市场测试或展会展示等对时间敏感的场景。
项目周期允许模具制作时间(4-8周):注塑成型可纳入考量。如果项目时间相对充裕,且后续有大批量生产规划,注塑成型虽然前期周期较长,但能为长期生产奠定基础,避免后期重复投入。
5. 后续规划
项目的长期规划决定了当前工艺选择是否具有延续性和投资价值。
该项目未来可能进入大规模量产:建议采用“真空复模先行验证+注塑模具并行开发”的组合策略。在开发早期通过真空复模进行小批量验证,快速迭代优化设计,同时并行启动注塑模具的设计与制造,待设计确认后无缝衔接量产,最大程度压缩整体项目周期,实现开发效率与量产成本的最优平衡。
项目仅为一次性小批量交付:真空复模更加经济高效。如果产品生命周期短、无需后续扩产,或仅为特定项目定制的小批量需求,直接采用真空复模可避免注塑模具的沉没成本投入,实现最低的综合成本。
五、结语
注塑成型与真空复模各有其独特的价值定位,二者并非替代关系,而是分别适用于不同产品阶段和生产规模的技术工具。注塑成型以其高效率、高一致性和丰富的材料选择,成为大批量生产的首选工艺;真空复模则凭借低成本、短周期和高灵活性,在小批量开发和原型验证阶段展现出不可替代的优势。
在实际项目中,两者往往可以形成互补——在产品开发早期使用真空复模快速迭代验证,待设计成熟后转入注塑模具进行大规模生产,从而实现开发效率与量产成本的最优平衡。
厚德快速模具(HordRT)专注于为全球客户提供快速模具、注塑成型、真空复模、数控加工及3D打印等一站式制造服务。我们不以单一技术为导向,而是从客户项目需求出发,结合产量预期、材料要求、时间节点和成本预算,提供最适配的工艺组合方案。无论您处于产品开发的哪个阶段,HordRT都将以专业的技术能力和高效的服务响应,助力您的创新设计快速落地。
如有任何新项目或制造需求,欢迎随时与我们联系。HordRT,期待与您携手,共创卓越。