Contents
注塑成型是一种重要的制造工艺,通常用于生产汽车、电子产品等领域中结构复杂的塑料零件。其中,“锁模力”是该工艺中的关键环节。锁模力的作用是在注塑过程中牢牢固定模具的两半,确保最终产品的品质和标准。
本文将深入解析注塑成型中的锁模力,介绍如何计算所需的锁模力,以及为什么与顶级注塑成型公司合作至关重要。
注塑成型中的锁模力是什么?
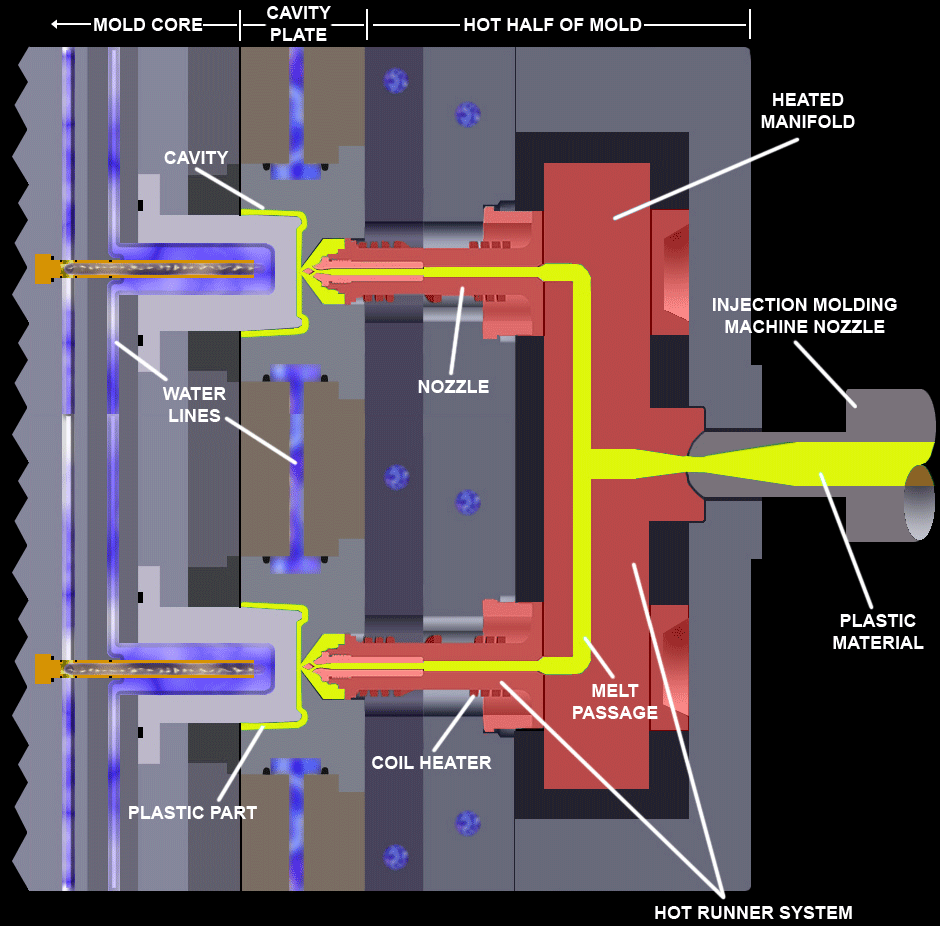
锁模力是指在注塑成型过程中,以及模具闭合移动到位时所施加的压力。它的主要作用是在注塑时保持模具牢固闭合,防止由于高压注入熔融塑料而导致模具胀开。一旦模具无法有效闭合,产品就容易出现缺陷,甚至损坏模具。因此,合理的锁模力是确保注塑过程顺利进行、最终产品尺寸精准、质量达标的关键。
在注塑过程中,熔融塑料会在高压下被注入模腔,填充过程中塑料会对模具壁施加压力。如果锁模力不足,模具可能会出现轻微张开,导致产品产生毛边等质量问题;反之,锁模力过大又可能对模具本体或注塑机造成损伤。因此,必须准确计算并合理控制锁模力,才能确保塑料件品质稳定,成型一致。
如何计算锁模力:关键影响因素
准确计算锁模力是确保产品质量的前提。其基本公式如下:
锁模力(kg) = 模腔压力(kgf/cm²) × 总投影面积(cm²)
模腔压力:指熔融塑料在模具腔体内产生的内部压力,通常取值在 300 至 800 kgf/cm² 之间,具体数值依材料类型和产品结构而异。
总投影面积:是模具受压面积的总和,通常包括零件的平面面积以及浇口、流道等辅助结构的面积。
例如:当模腔压力为 500 kgf/cm²,总投影面积为 100 cm² 时,所需锁模力为:
500 × 100 = 50,000 kg(即 50 吨)
除了这个基本公式,还有多个因素会影响最终的锁模力选择:
模具尺寸:模具越大,其投影面积越大,所需的锁模力也越大。此外,较大的模具对锁模力的分布更敏感,需谨慎调整,避免产生毛边。
产品复杂度:零件结构越复杂,模腔内部的压力分布越不均匀,可能需要更高的锁模力以防模具开启或填充不足。
材料特性:不同塑料的流动性能与压力特性不同,例如高粘度塑料在注塑时会产生更高的腔体压力,需要更大的锁模力来维持模具闭合状态。
只有综合考虑以上因素,并进行精确的锁模力计算,才能在保证产品质量的前提下,实现生产效率的最大化。
锁模力对产品质量的影响
锁模力是决定注塑产品质量的关键因素之一。锁模力不足时,可能会引发以下问题:
毛边:模具未能完全闭合,熔融塑料从模具分型面溢出,产生多余的毛刺,不仅影响外观,还增加后续去毛边工序的成本。
填充不完整(短射):模具在注塑时被压力撑开,导致塑料未能完全充满模腔,形成不完整或变形的产品。
而锁模力过大也同样会带来负面影响:
模具损伤:过大的压力会对模具结构产生长期破坏,尤其是在模具的接合部位,容易出现裂缝或损耗,增加模具维修和更换成本。
内部应力过大:锁模力过高可能导致产品内部结构产生应力集中,影响机械性能,出现翘曲、开裂等问题。
因此,在生产过程中需通过合理计算和调整,确保锁模力处于最佳范围。
锁模力的确定不是一个简单的过程,它需要对注塑工艺、材料特性和模具结构有深入的理解。因此,选择一家经验丰富、技术先进的注塑成型公司至关重要。
HordRT 是业内领先的注塑制造商,始终紧跟先进制造技术的发展,具备完善的锁模力控制能力。我们配备了现代化高性能注塑设备,能够根据产品需求智能调节锁模力,确保模具在高压注塑过程中有效闭合,同时避免模具受损。
与 HordRT 合作的客户可充分受益于我们在锁模力计算与优化方面的专业经验。我们的工程团队会综合考虑模具尺寸、产品复杂度、材料特性等关键参数,确保每一个项目都采用最适合的锁模力,从而获得高质量、无缺陷的注塑件,满足客户的严苛标准。
结论
锁模力在注塑成型中起着至关重要的作用,直接影响产品的质量、外观和一致性。与专业注塑公司如 HordRT 合作,能够帮助您精准控制锁模力,提升生产稳定性与产品品质。
如果您正在寻找优质、可靠的注塑成型服务,欢迎联系我们,了解 HordRT 如何为您的制造项目带来高效、精密的解决方案!


