
CNC加工设计优化指南
合理的零件设计是发挥CNC加工精度与效率的关键。选材应优先考虑可加工性(如铝合金、Delrin);几何形状需避免深腔、倒扣及薄壁,保持壁厚均匀;公差遵循“放大原则”,表面光洁度按需标注;孔与螺纹应使用标准尺寸,避免过小过深;内角添加圆角以利加工与受力;确保刀具可达并减少装夹次数;同时预留热处理变形余量及涂层厚度补偿。中山厚德快速模具有限公司专注CNC加工与模具制造,欢迎咨询。
合理的零件设计是发挥CNC加工精度与效率的关键。选材应优先考虑可加工性(如铝合金、Delrin);几何形状需避免深腔、倒扣及薄壁,保持壁厚均匀;公差遵循“放大原则”,表面光洁度按需标注;孔与螺纹应使用标准尺寸,避免过小过深;内角添加圆角以利加工与受力;确保刀具可达并减少装夹次数;同时预留热处理变形余量及涂层厚度补偿。中山厚德快速模具有限公司专注CNC加工与模具制造,欢迎咨询。

尼龙(聚酰胺)是注塑成型领域应用最广的工程塑料之一,涵盖PA6、PA66、PA11、PA12、PA46及玻纤增强等类型。其核心优势包括高强度、耐化学性、热稳定性、低摩擦及加工适应性,广泛应用于汽车、消费品、电子电气、工业机械及医疗器械等领域。尼龙技术持续向玻纤增强、热稳定、自润滑、导电、抗水解及生物基等方向创新,但需妥善应对吸湿性、成型工艺及模具磨损等挑战。正确选型是实现轻量化、高性能与可持续制造的关键。

SPI模具标准将注塑模具分为101至105五个等级,对应从百万次以上超高寿命量产到500次以内原型验证的不同需求。正确选型可平衡成本、寿命与交付周期:Class 101适合大批量生产,Class 102性价比最优,Class 103/104满足中低批量及试产需求,Class 105用于快速原型。中山厚德快速模具有限公司专注于注塑成型与快速模具制造,可提供全等级模具解决方案,欢迎咨询。

双色成型与包覆成型是制造多材料零件的两大主流注塑工艺。双色成型在一次周期内完成两种材料结合,效率高、结合强度强、自动化程度高,适合大批量精密生产;包覆成型则在基材上叠加材料,设备投资低、工艺灵活,适用于中小批量或异形基材产品。选对工艺需综合评估产量、材料兼容性、设计复杂度与成本预算。中山厚德快速模具有限公司专注于注塑成型、快速模具及数控加工,提供专业工艺咨询与一站式解决方案,欢迎各界客户垂询合作。
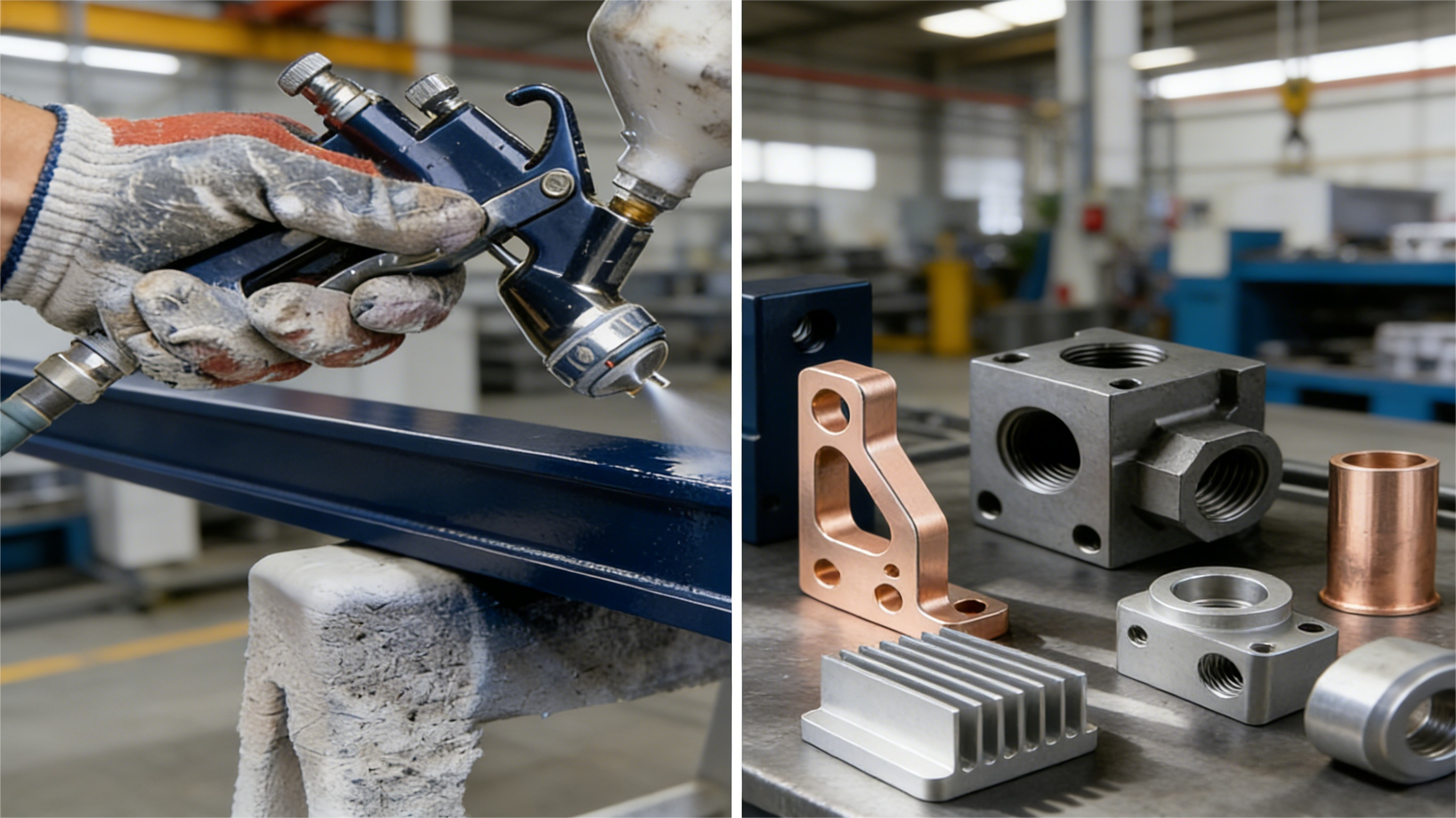
阳极氧化、粉末喷涂与液体喷涂是金属表面处理的三大主流工艺。阳极氧化适用于铝材,提供优异金属质感与高硬度,耐腐蚀性出色;粉末喷涂环保耐用,涂层厚实,适合大批量金属涂装;液体喷涂适用性最广,色彩表现灵活,可应用于多种基材。三者各有优势,选择需综合考量基材类型、使用环境、外观要求及成本预算等因素。无论您需要的是阳极氧化的金属质感、粉末喷涂的耐用保护,还是液体喷涂的灵活色彩,厚德快速模具都能为您提供完整的制造服务支持。欢迎随时与我们联系,共同探讨您项目的最佳工艺方案。
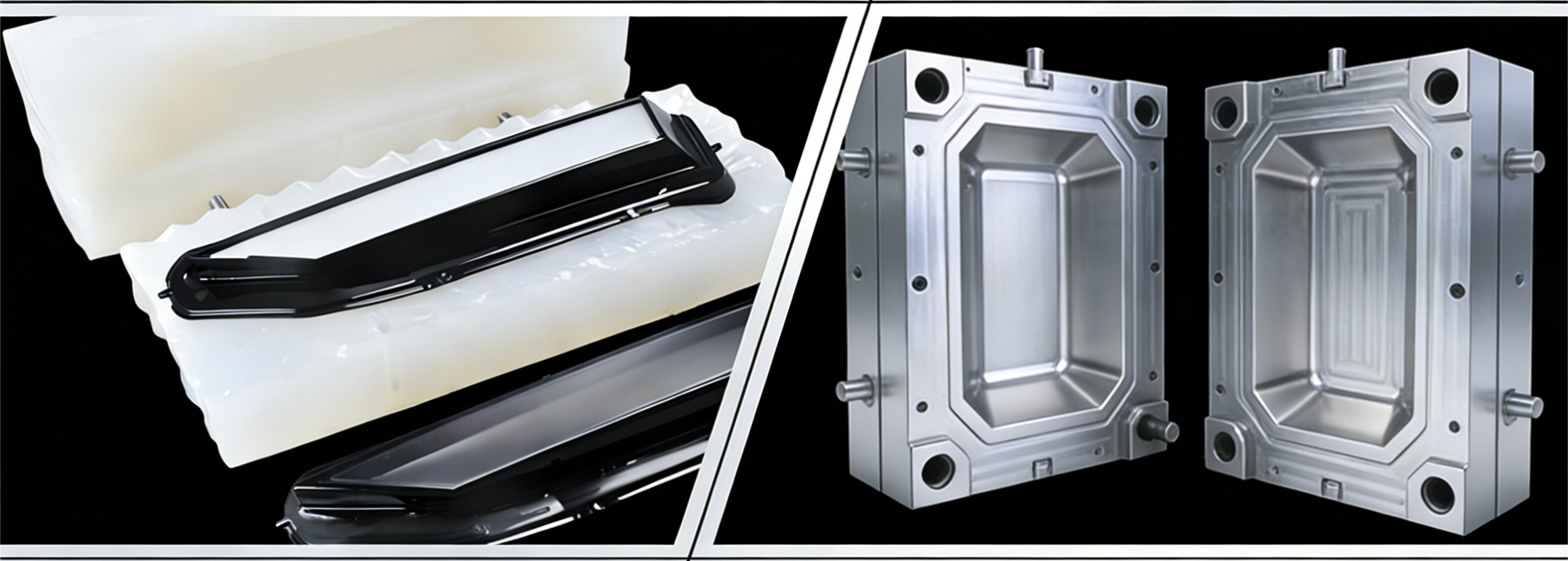
注塑成型与真空复模是塑料零件制造的两大核心工艺,各有独特优势与适用场景。注塑成型以高效率、高一致性和丰富的材料选择,成为大批量生产的首选工艺,但前期模具投入较大;真空复模则以低成本、短周期和高灵活性见长,在小批量开发和原型验证阶段优势显著,适合设计迭代频繁的项目。二者并非替代关系,而是可根据产品阶段互补使用。厚德快速模具(HordRT)提供注塑成型、真空复模、数控加工等一站式服务,助力客户实现从原型验证到批量生产的无缝衔接。

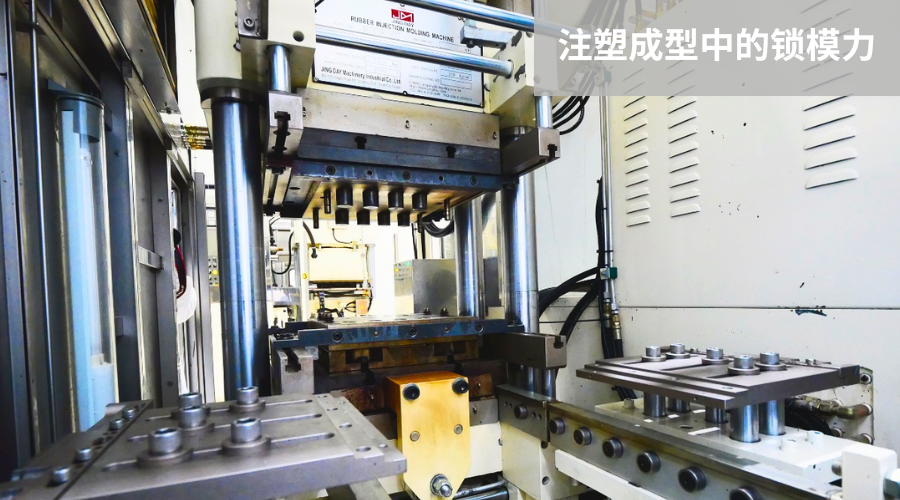
在注塑成型中,锁模力用于紧闭模具,抵抗熔融塑料的高压,是保证产品质量的关键参数。锁模力合适,可防止飞边、填充不足等问题;过高或过低则可能造成模具损坏或产品变形。本文将介绍锁模力的作用、计算方法、影响因素,以及如何通过与 HordRT 合作优化锁模力,提升注塑品质。

如今,对制造速度、精度和可扩展性的需求前所未有地高。工程师和设计师面临着不断创新、快速高效交付高质量产品的压力。在选择合适的生产方法时,尤其是在传统的注塑成型(IM)和新兴的多喷头熔融(MJF)技术之间做出决定,至关重要。
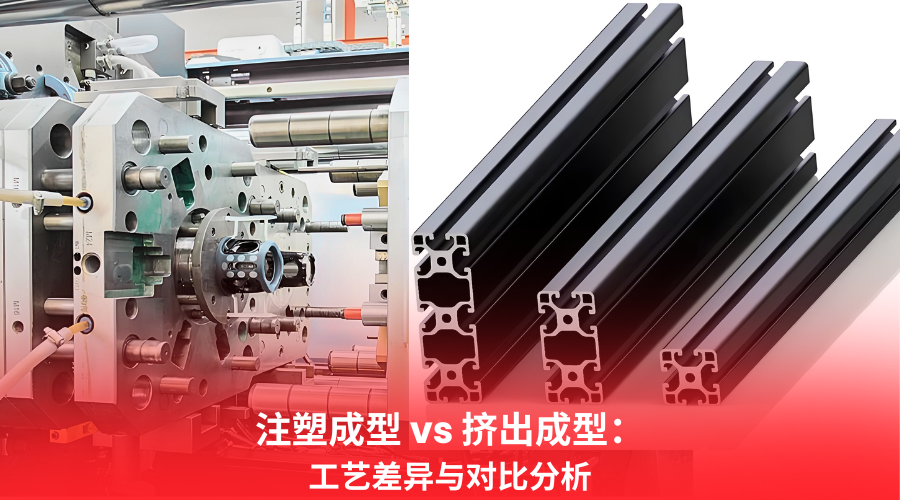
在现代制造业中,注塑成型和挤出成型是两种最为常见且广泛应用的生产技术。它们各有特点,适用于不同的项目需求。本文将深入分析这两种工艺的区别、优缺点及其适用场景,帮助您做出明智的选择。

春节假期结束后,中山厚德快速模具已全面恢复运营,整装待发,迎接新一年的机遇与挑战。我们以更加专注和积极的态度回到工作岗位,致力于提供顶尖的制造解决方案,并将最新的技术创新融入到生产中,以确保为客户提供更高效、更高质量的服务。

