
Johnny Xiong
快速模具与产品开发专家
目录
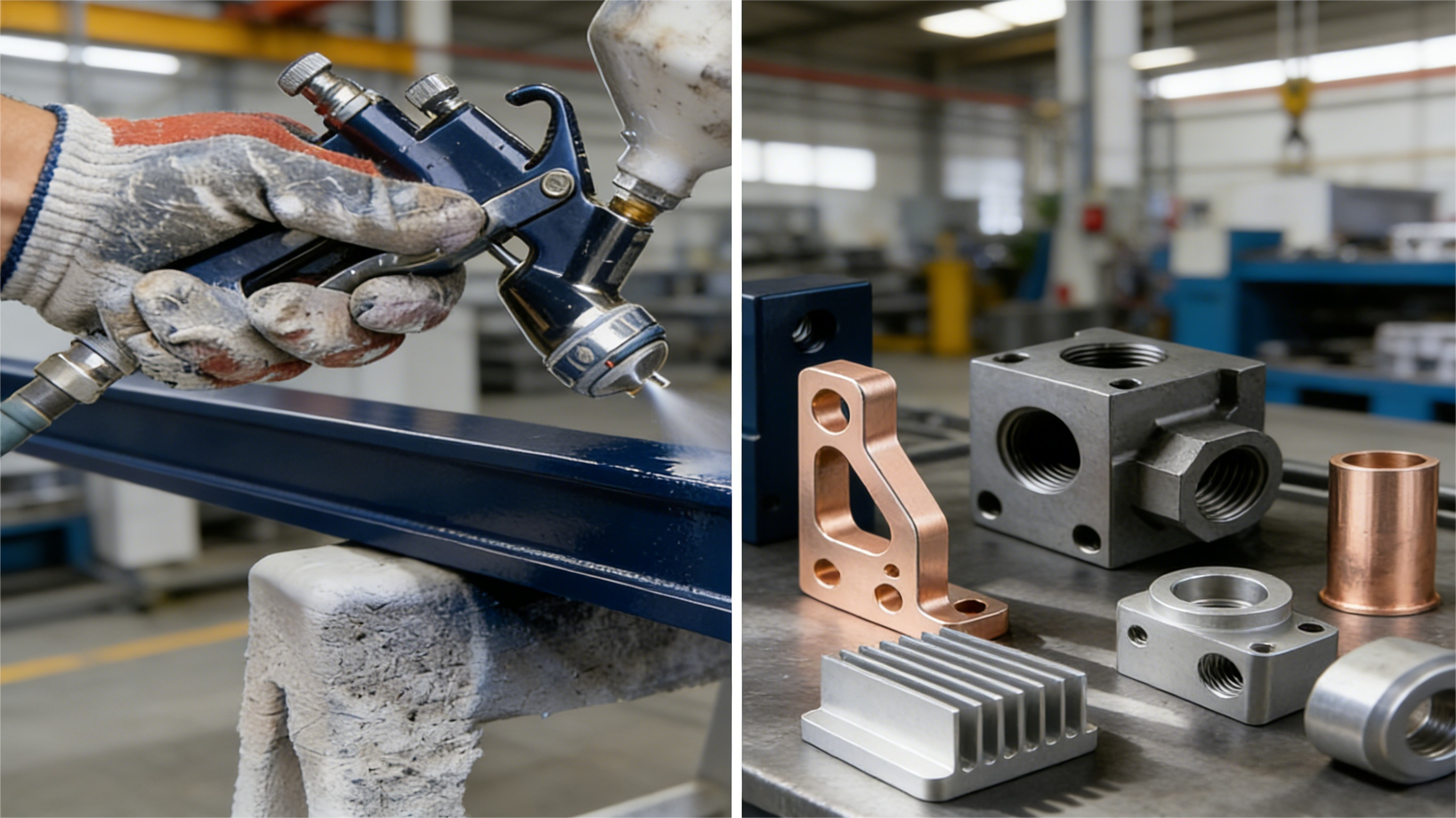
在金属制品制造过程中,表面处理是决定产品最终性能、使用寿命与视觉品质的关键环节。一件产品能否在严苛的使用环境下保持稳定,能否在众多竞品中脱颖而出,往往取决于其表面的处理工艺。无论是追求卓越的耐腐蚀性、出色的耐磨性,还是实现丰富的色彩表现与细腻的触感质感,选择合适的表面处理工艺都至关重要。阳极氧化、粉末喷涂和液体喷涂作为当前工业领域应用最为广泛的三种金属表面处理方法,各自拥有独特的技术特点、工艺优势及适用场景,为不同行业、不同需求的产品提供了多样化的解决方案。
本文将对这三种工艺进行全面深入的解析,从工艺原理、操作流程、核心优势、技术局限性到典型应用领域,逐一展开阐述,并在此基础上进行多维度的对比分析,旨在帮助读者系统理解各项工艺的特点,从而根据自身产品的材料属性、使用环境、外观要求及成本预算,做出科学、合理的最优选择。厚德快速模具(HordRT)专注于快速模具、注塑成型、数控加工等核心制造服务,致力于为客户提供高质量的零部件制造解决方案。表面处理作为产品制造的重要一环,我们采用严格筛选的专业外协合作模式,所有表面处理合作伙伴均经过技术能力、质量体系、交付能力等多维度评估,确保每一件产品都能获得稳定、可靠、高品质的表面处理效果,让客户无需为表面处理的协调与管理而担忧。

第一章 阳极氧化:铝材表面的电化学强化
1.1 工艺原理
阳极氧化是一种电化学表面处理技术,主要应用于铝及铝合金材料。其基本原理是将铝制品作为阳极,置于酸性电解液(通常为硫酸、草酸或铬酸)中,通过直流电的作用,使铝材表面发生氧化反应,原位生长出一层致密、均匀的氧化铝薄膜。
与自然形成的氧化膜不同,阳极氧化形成的氧化膜厚度可控,通常可在5-25微米之间调节,特殊工艺可达50微米以上。这层氧化膜具有极高的硬度和良好的耐腐蚀性,且与基体金属结合牢固,不会出现剥落现象。
1.2 工艺流程
阳极氧化的标准工艺流程包括以下主要步骤:
前处理:包括脱脂、碱洗、中和等工序,去除工件表面的油污、自然氧化层和杂质,确保表面清洁、活化。
阳极氧化:将工件浸入电解液中,通以直流电,在表面生成氧化膜。电解液温度、电流密度、处理时间等参数直接影响氧化膜的厚度和性能。
着色:根据需求,可采用电解着色或有机染色工艺为氧化膜上色。电解着色可获得青铜色、黑色、金色等金属质感色调;有机染色则能实现更丰富的色彩选择。
封孔:通过热水、蒸汽或镍盐溶液处理,封闭氧化膜的微孔,提高耐腐蚀性和抗污染能力。
1.3 核心优势
卓越的耐腐蚀性
阳极氧化膜具有极高的化学稳定性,能够有效阻隔外界环境对基体金属的侵蚀。经过良好封孔处理的阳极氧化铝,在中性盐雾试验中可耐受数千小时而不出现腐蚀。
优异的表面硬度
氧化铝的莫氏硬度可达9,接近刚玉,远高于铝基体。这使得阳极氧化后的铝材表面耐磨性显著提升,适用于需要抵抗划伤和磨损的应用场景。
金属质感保留
与其他涂装工艺不同,阳极氧化保留了金属的天然质感。氧化膜透明或半透明,基材的金属光泽能够透过膜层显现,呈现出独特的高级感。
环保特性
阳极氧化工艺以水和酸性电解质为主要介质,不涉及有机溶剂,挥发性有机化合物排放极低,废液处理相对成熟,是一种较为环保的表面处理方式。
膜层与基体结合力强
氧化膜是基体金属原位转化形成的,与基材之间不存在界面剥离的问题,附着力远优于任何涂装工艺。
1.4 局限性
材料局限性:阳极氧化主要适用于铝及铝合金,对镁、钛等金属也可应用,但不适用于钢铁材料。
颜色范围受限:虽然可通过染色实现多种颜色,但色彩的耐候性、耐光性不如某些涂料,且难以实现高饱和度的鲜艳色彩。
表面缺陷敏感:铝材表面的划痕、砂眼、流痕等缺陷在阳极氧化后会更加明显,对前处理要求较高。
成本因素:对于小批量生产,阳极氧化的单件成本相对较高,且需要专业的设备和工艺控制。
1.5 典型应用
建筑与装饰
铝合金门窗、幕墙、扶手、装饰面板等建筑构件广泛采用阳极氧化处理,既满足了耐候性要求,又呈现出金属质感的装饰效果。
消费电子
智能手机外壳、笔记本电脑外壳、平板电脑机身等消费电子产品大量采用阳极氧化铝材,在轻量化的同时获得出色的质感和耐用性。
汽车与交通
汽车轮毂、行李架、内饰饰条等部件常采用阳极氧化处理,兼顾美观与耐腐蚀性能。
工业与机械
光学仪器零部件、机械外壳、工业设备面板等对表面硬度和耐腐蚀性要求较高的产品,阳极氧化是理想的选择。
第二章 粉末喷涂:环保高效的干式涂装
2.1 工艺原理
粉末喷涂是一种干式涂装工艺,利用静电吸附原理将粉末状涂料均匀附着于工件表面,然后通过高温固化形成连续、致密的涂层。粉末涂料由树脂、颜料、填料和助剂组成,不含有机溶剂,是一种环境友好型涂装技术。
2.2 工艺流程
粉末喷涂的工艺流程主要包括以下环节:
前处理:对工件进行脱脂、除锈、磷化或钝化处理,确保表面清洁并形成转化膜,提高涂层附着力。
静电喷涂:粉末涂料在喷枪中与压缩空气混合,通过静电喷枪使粉末颗粒带上静电,在静电引力作用下均匀吸附于接地的工件表面。
固化:喷涂后的工件进入固化炉,在180-220℃的温度下加热10-20分钟,使粉末熔融流平并发生交联反应,形成坚固的涂层。
冷却:固化后的工件自然冷却或强制冷却,涂层完全硬化。
2.3 核心优势
卓越的耐用性
粉末涂层具有优异的抗冲击性、耐磨性和耐化学腐蚀性。涂层厚度通常在60-120微米之间,远高于液体喷涂,能够提供更持久的保护。
环保特性突出
粉末涂料不含有机溶剂,喷涂过程中挥发性有机化合物排放几乎为零。过喷的粉末可通过回收系统收集再利用,材料利用率可达95%以上,废弃物极少。
丰富的表面效果
粉末喷涂能够实现多种表面效果,包括高光、哑光、砂纹、皱纹、金属光泽、仿石纹等,颜色选择几乎不受限制,满足多样化的设计需求。
一次性涂装
粉末喷涂可以实现较厚的涂层,通常一次涂装即可达到所需的防护效果,无需多次喷涂,生产效率高。
2.4 局限性
设备投入较高:粉末喷涂需要静电喷枪、固化炉、回收系统等专业设备,初期投资较大。
不适合热敏材料:固化温度较高(180℃以上),不适用于塑料、木材等热敏性基材。
涂层修补困难:固化后的粉末涂层修补难度大,局部损伤通常需要整体重涂。
颜色切换复杂:更换颜色时需要彻底清理喷涂设备和回收系统,耗时较长,不适合小批量多颜色的生产模式。
2.5 典型应用
汽车工业
轮毂、保险杠、车架、发动机舱部件等大量采用粉末喷涂,满足汽车零部件对耐候性、耐石击性和外观的高要求。
家电行业
冰箱外壳、洗衣机面板、空调室外机、微波炉腔体等家电产品广泛使用粉末喷涂,兼顾美观与耐用。
建筑与户外设施
铝合金幕墙、钢结构桥梁、护栏、户外家具、路灯杆等长期暴露于户外的金属构件,粉末喷涂是首选的防护方案。
工业设备
机床外壳、控制柜、电机壳体、农用机械等工业设备普遍采用粉末喷涂,提供可靠的防腐蚀保护。

第三章 液体喷涂:灵活通用的传统涂装
3.1 工艺原理
液体喷涂是最为传统和普及的涂装工艺,通过将液态涂料雾化后涂覆于工件表面,经溶剂挥发和树脂交联固化形成涂层。液体涂料由树脂、颜料、溶剂和助剂组成,根据固化方式可分为自干型、烘干型和双组分反应型等。
3.2 工艺流程
液体喷涂的工艺流程包括:
前处理:与粉末喷涂类似,需要脱脂、除锈、磷化等工序,确保表面清洁和附着力。
喷涂:采用空气喷涂、无气喷涂或静电喷涂等方式,将涂料均匀涂覆于工件表面。
流平与干燥:喷涂后的工件在洁净环境中静置,使涂料充分流平,溶剂部分挥发,然后根据涂料类型进行自然干燥或烘烤固化。
打磨与抛光:对需要高光泽度或特殊效果的工件,可进行打磨、抛光等后处理。
3.3 核心优势
广泛的适用性
液体喷涂可应用于金属、塑料、木材、玻璃、陶瓷等多种基材,是适用范围最广的涂装工艺。
色彩与效果无限
液体涂料可通过调色实现任意颜色,色差控制成熟,能够满足最苛刻的色彩要求。同时可提供高光、哑光、珠光、金属、变色龙等多种效果。
施工门槛低
液体喷涂对设备要求相对较低,小规模生产甚至可采用手工喷涂,适合多样化、小批量的生产模式。
修补便捷
局部损伤可通过局部打磨、补涂进行修复,无需整体重涂,维修成本低。
低温固化选项
部分液体涂料可实现常温自干或低温烘烤(80℃以下),适用于热敏性基材。
3.4 局限性
环保压力:传统溶剂型涂料含有大量有机溶剂,挥发性有机化合物排放较高,面临日益严格的环保法规限制。水性涂料虽然环保性更好,但对施工环境和工艺控制要求更高。
耐久性相对较弱:与阳极氧化和粉末喷涂相比,传统液体涂层的硬度和耐磨性通常较低,长期户外使用可能出现褪色、粉化等现象。
生产效率较低:通常需要多道喷涂和多道干燥工序,生产周期较长。
材料利用率低:传统空气喷涂的涂料利用率仅为30-50%,大量涂料以漆雾形式散失。
3.5 典型应用
汽车修补与改装
汽车车身修补、个性化定制涂装等场景,液体喷涂凭借色彩匹配精准、施工灵活的优势占据主导地位。
工程机械与重型设备
挖掘机、起重机、农业机械等大型设备,由于尺寸和形状复杂,通常采用液体喷涂工艺。
塑料件涂装
电子产品外壳、汽车内饰件、玩具等塑料基材的涂装,多采用低温固化的液体涂料。
特殊功能涂层
防滑涂层、防火涂料、导电涂料、热屏蔽涂料等功能性涂层,通常依赖液体喷涂工艺实现。
第四章 三种工艺的对比与选择
4.1 核心指标对比
对比维度 | 阳极氧化 | 粉末喷涂 | 液体喷涂 |
适用基材 | 主要为铝及铝合金 | 金属(可导电) | 金属、塑料、木材等 |
膜层厚度 | 5-25μm(可更厚) | 60-120μm | 20-50μm |
硬度 | 极高(HV300-500) | 较高(HV80-120) | 中等(HV40-80) |
耐腐蚀性 | 优异 | 优异 | 良好 |
耐候性 | 优异 | 优异 | 良好(高性能涂料可达优异) |
颜色范围 | 有限,以金属色为主 | 丰富 | 无限 |
表面质感 | 金属质感 | 多样(平纹、砂纹、金属等) | 多样(高光、哑光等) |
环保性 | 较好 | 优异 | 溶剂型较差,水性较好 |
单件成本(小批量) | 较高 | 中等 | 较低 |
单件成本(大批量) | 中等 | 较低 | 中等 |
设备投入 | 高 | 较高 | 中等 |
4.2 如何选择合适的工艺
根据基材选择
铝材且希望保留金属质感:优先考虑阳极氧化
金属材料且需要厚涂层保护:粉末喷涂是理想选择
塑料、木材或多种材料混搭:液体喷涂更具优势
根据使用环境选择
户外长期暴露、腐蚀性环境:阳极氧化或粉末喷涂
室内装饰、轻载环境:三种工艺均可,根据外观需求决定
高温环境:阳极氧化和粉末喷涂均可,液体涂料需选用耐高温配方
根据外观要求选择
追求金属质感:阳极氧化效果最佳
需要特殊纹理(砂纹、皱纹等):粉末喷涂最易实现
需要精确匹配特定颜色:液体喷涂的调色能力最强
根据批量与成本选择
大批量标准化产品:粉末喷涂最具成本优势
小批量多品种:液体喷涂更具灵活性
小批量高附加值产品:阳极氧化可提升产品档次
第五章 结语
阳极氧化、粉末喷涂与液体喷涂是金属表面处理领域的三大主流技术,各有其独特的技术特点和适用场景。阳极氧化以其优异的金属质感、高硬度和耐腐蚀性,成为铝材表面处理的首选;粉末喷涂凭借环保、耐用、高效的优势,在大批量金属涂装领域占据主导地位;液体喷涂则以其广泛的适用性和灵活的色彩表现,在多样化、个性化需求中保持着不可替代的价值。
在实际应用中,这三种工艺并非简单的优劣之分,而是互为补充的技术选项。正确的选择需要综合考虑基材特性、使用环境、外观要求、生产批量和成本预算等多方面因素,因项目而异、因需求而定。
作为一家专注于快速模具、注塑成型、数控加工等核心制造服务的企业,厚德快速模具(HordRT)始终致力于为客户提供高质量的零部件制造解决方案。我们深知表面处理对产品最终呈现的重要性,因此在这一环节,我们与经过严格筛选的专业外协伙伴建立了长期稳定的合作关系,确保每一件产品都能达到工艺标准与品质要求的双重高度。我们的项目团队将根据客户的具体需求,精准推荐最适配的表面处理工艺,并全程跟进质量管控,让客户省心、省力、更省时。
无论您需要的是阳极氧化的金属质感、粉末喷涂的耐用保护,还是液体喷涂的灵活色彩,厚德快速模具都能为您提供完整的制造服务支持。欢迎随时与我们联系,共同探讨您项目的最佳工艺方案。